NACL Hard Anodizing
Hard film by NACL hard anodizing
NACL can meet a varaiety of our customers requirements by maintaining the hardness, wear-resistance, heat resistance and insulation which the conventional hard oxidation film originally has. This method has been developed by technical cooperation of Sanford Process Corp.(U.S.A.), and Societe de Galvanoplastaie Industrielle (France). And it also has been developed by our technology accumulation and our long time experience in the surface treatment industry.
Characteristic
-
- Improvement of the yield problem
-
In the conventional hard anodizing process, it tended to have a burning problem by use of high voltage and high current. By the case, the materials might melt down. However, this method use low voltage and low current to anodize. Therefore we can solve a burning problem and improve the yield problem.
-
- High film uniformity
-
High film uniformity can be obtained even in the complicated material shapes.
-
- It can be used for die-cast or casted product
-
Uniformed quality film can be obtained even in the aluminum die-cast and the casted products which were thought to be impossible to hard-anodize.
-
- Further improvement of the corrosion-resistance
-
Corrosion-resistance is improved because there is few cracks on the oxidation film.
-
- Coloring is possible
-
Compared to the conventional hard oxidation film, it has the uniformed porosity. Therefore the coloring is possible.
-
- Wear resistance and lubrication can be added.
-
It has the wear-resistane peculiar to the hard anodizing and has twice as good in luburication as that of the conventional anodizing products.
Performance comparision with a general hard anodizing under the plasma environment.
The hard anodized parts used in the chamber of dry-etching is degraded gradually by a plasma damage. However, the parts treated by NACL Hard Anodizing are superior to that of the hard anodizing in the following points;
-
- Few edge damage
-
As for the parts to be treated by the usual hard anodizing, the film of the edge-part is removed easily. As a result, the insulation-resistance is deteriorated remarkably. But, if the parts is treated by NACL Hard Anodizing, the efficiency of insulation-resistance is excellent, because of the uniformed film.
-
- Few pinholes
-
The parts to be treated by usual hard anodizing have lots of pinholes, because of using the high-voltage electricity. On the other hand, the parts to be treated by NACL Hard Anodizing have few pinholes and the uniformed film because of using low voltage electricity.
-
- Few cracks
-
A usual hard anodizing has a lot of cracks because of low temperature treatment. But NACL Hard Anodizing can reduce the cracks because of using our original developed anodizing condition and our original sealing process.
-
- Maximum film thickness
-
Thought it depends on the kind of alloy, the film thickness of 135um in MAX. is available.
Comparative example of DRM upper electrode to be treated by the usual hard anodizing and to be treated by NACL Hard Anodizing.
SAMPLE : PLASMA ETCHER Upper Electrode
| NACL Hard Anodizing | Ordinary Hard Anodizing | |
|---|---|---|
| Surface (Before Use) |

Cracks : Few |

Cracks : Many |
| Area around the shower hole (After use) |

Some cracks start have appeared |

The cracks have grown larger |
| Enlarged picture of the area around the hole (After use) |
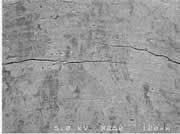
There is a striped pattern on the surface, but no significant damage |
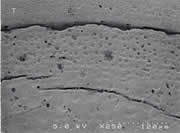
Besides the pinholes, large craters have also appeared |
- Process outline